Food Safe Silicone Tubing: A Comprehensive Guide

Introduction
If you touch food for a living, tubing isn’t a commodity—it’s a compliance decision. Choosing the right food safe silicone tubing protects product quality, simplifies audits, and reduces downtime in hygienic processing. This guide is written first for procurement and sourcing teams, with practical detail for process/plant engineers and QA/compliance leads.
What you’ll find here: a global compliance lens (FDA 21 CFR 177.2600, NSF/ANSI 51, EU 1935/2004 and GMP, China GB 4806 including silicone-specific GB 4806.16), how to pick materials and curing systems, performance under heat and sterilization, how to size and construct assemblies, and where silicone compares to PVC and TPE on cost and lifecycle.
Standards and compliance
FDA 21 CFR 177.2600 essentials
For the U.S. market, silicone tubing used repeatedly with food is typically evaluated under FDA 21 CFR 177.2600 (Rubber Articles Intended for Repeated Use). At its core, this regulation limits what can go into the rubber and caps extractables from the finished article under defined test conditions. Buyers should request a Declaration of Compliance (DoC) referencing §177.2600 and supporting extractives data for relevant food types (aqueous, fatty) and intended conditions of use. According to the official electronic Code of Federal Regulations, §177.2600 sets composition and extractives requirements and expects proper pre-use cleaning of finished parts; consult the current text via the eCFR portal for the exact limits and wording. See the official portal at the eCFR for Title 21 and Part 177 for authoritative reference in 2026: FDA’s eCFR entry for Part 177 (official portal).
NSF/ANSI 51 and certification
NSF/ANSI 51 establishes sanitation requirements for materials used in commercial food equipment. Tubing can be certified to NSF/ANSI 51 by an independent body (e.g., NSF International). Certification is not the same as a supplier self-claim of “compliance.” If you specify NSF 51, request the certificate and verify the listing in NSF’s database. For scope and implications, see the overview in NSF’s knowledge library on NSF/ANSI 51.
Documentation and traceability
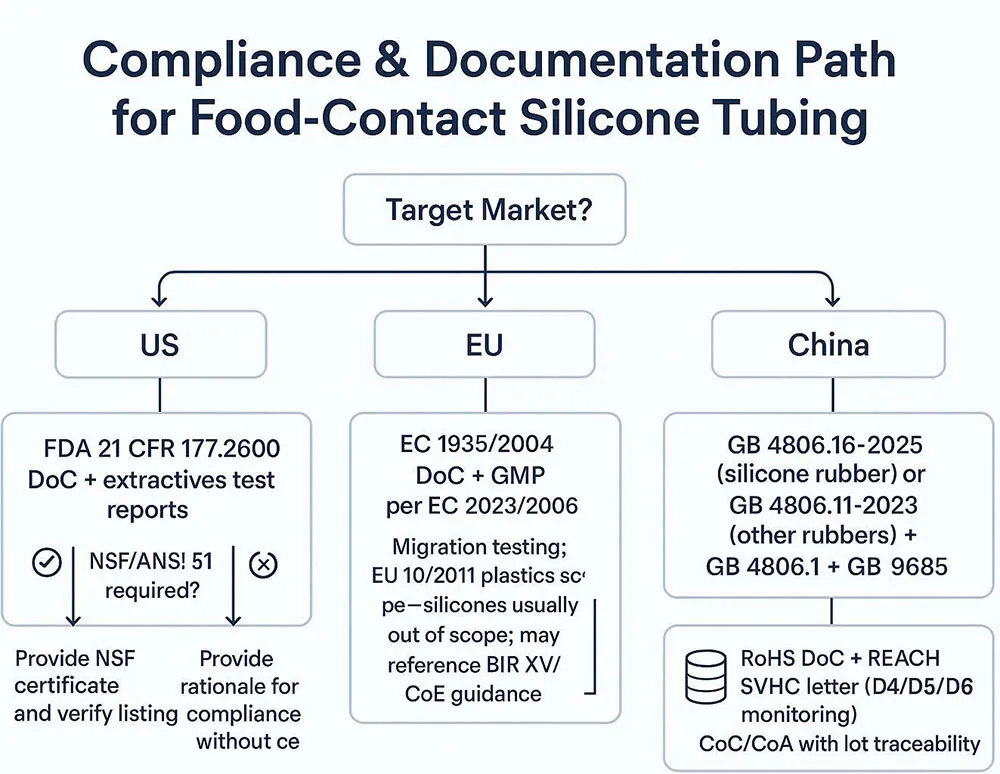
Global buyers should assemble a documentation package that matches market destinations and audit expectations:
-
United States: DoC to FDA 21 CFR 177.2600, with extractives/migration test data reflecting intended use conditions.
-
European Union: DoC to EC 1935/2004 plus Good Manufacturing Practice under EC 2023/2006. Note that EU 10/2011 is the plastics regulation; silicones generally fall outside it and often rely on national guidance (e.g., BfR Recommendation XV) alongside migration testing. A concise primer is available from SGS on EU food contact frameworks.
-
China: For silicone rubber articles, request compliance to GB 4806.16-2025 (silicone rubber) together with GB 4806.1 (general requirements) and additive conformity per GB 9685. Other rubbers fall under GB 4806.11-2023. For scope and timing context, see regulatory updates such as Knoell on GB 4806.16-2025 and CIRS Group on GB 4806.11-2023.
-
USP Class VI: This is a biocompatibility designation (USP <87>/<88>) relevant to medical/pharma contexts. It does not replace food-contact compliance. If requested, ask for current test reports. See a practical explainer from TBL Plastics on USP Class VI testing.
-
3-A Sanitary Standards: If dairy or 3-A conformance is in scope, reference 3-A Sanitary Standard 18-03 for multiple-use rubber and rubber-like materials used as product contact surfaces and request evidence of conformance or a 3-A Symbol where applicable. For fundamentals, see Food-Safety.com’s overview of 3-A requirements and regulatory relationships.
-
RoHS/REACH and SVHC: Many buyers require environmental declarations. Obtain a RoHS DoC and a REACH SVHC letter; monitor status of cyclic siloxanes (D4/D5/D6) at purchase time via ECHA. Suppliers should provide lot/batch traceability on CoC/CoA.
Material and curing choices
Platinum vs peroxide cured
Silicone tubing is typically cured using either a platinum (addition-cure) or peroxide (free-radical) system. For food transfer, platinum-cured grades are favored for low extractables, neutral taste/odor, and clarity. Peroxide-cured grades can be suitable for less critical transfers but may have higher residuals and often require robust post-cure to reduce extractables.
Example — spec-style callout for selection (neutral, non-promotional):
-
Example supplier capability: JESilicone can provide platinum-cured, food-grade silicone tubing with customizable ID/OD ranges (e.g., small-bore through large-diameter), durometers around Shore A 30–80, and reinforced options (polyester braid or wire). Typical operating temperature capability spans roughly −40°C to 250°C depending on grade. On request, suppliers can include DoC/CoC packages for FDA 21 CFR 177.2600, EU 1935/2004 with GMP statements, and RoHS/REACH declarations. Always validate ranges and documents against the specific datasheet and test reports for your order.
Why it matters to procurement: platinum-cured often carries a price premium but can reduce risk of off-flavors, simplify approvals, and better tolerate repeated sterilization. Peroxide-cured may lower unit cost for ambient or non-critical lines, provided sensory and extractables requirements are met.
Durometer and purity grades
Hardness affects kink resistance, pump life, and dimensional stability. Common durometer options span Shore A 30–80. Softer tubing (30–50A) conforms easily and cushions peristaltic pump rollers but kinks sooner on tight bends; mid-range (50–60A) balances flexibility and stability for general transfer; stiffer walls (70–80A) resist kinking and hold shape under light vacuum or higher flow velocities. Purity designations vary by manufacturer; for high-purity food or near-pharma uses, confirm whether the grade adds USP Class VI or ISO 10993 testing in addition to food-contact compliance.
Extractables and taste/odor
The key distinction in food applications is extractables that can affect safety and sensory quality. Platinum-cured silicone generally exhibits very low extractables and negligible taste/odor transfer, while peroxide-cured materials can retain cure byproducts without sufficient post-cure. For due diligence, request extractables or overall migration data aligned to intended food types and temperatures, and, where relevant, sensory test summaries.
Performance and sterilization for food safe silicone tubing
Temperature and thermal cycling
One reason processors prefer silicone is its wide service window. Typical operating ranges cited for food-grade silicone span approximately −40°C up to 230–260°C depending on formulation; short excursions beyond may be possible per datasheet. Validate continuous versus intermittent ratings and confirm any reinforcement materials can tolerate the same temperatures.
Sterilization methods compatibility
-
Autoclave/SIP: Silicone generally tolerates steam sterilization and SIP cycles well, especially platinum-cured grades. Expect gradual property change with many cycles; confirm any braid/wire reinforcement and fittings are qualified for steam.
-
Gamma irradiation: Usable at standard doses (e.g., around 25 kGy) but can reduce elongation/tensile strength over time; evaluate life expectancy if frequent irradiation is planned.
-
Ethylene oxide (EtO): Typically compatible; ensure proper aeration procedures and verify any embedded reinforcements do not trap residues.
Always validate sterilization cycles with supplier data and, where appropriate, run your own qualification on representative assemblies.
Chemical compatibility notes
Silicone resists many aqueous media and common CIP/SIP detergents and sanitizers, but it can swell in some non-polar solvents and oils. Review the specific chemical list for your process—especially for elevated temperatures—and confirm compatibility with supplier charts or testing. When in doubt, perform soak and tensile/elongation checks on cut samples.
Sizing and construction
ID/OD, tolerances, and flow
Flow and pressure drop are highly sensitive to internal diameter. Small negative ID deviations can sharply increase head loss—especially in small-bore lines—so engineers often size to the worst-case ID and verify tolerances. Many silicone tubing programs reference ISO 3302-1 for dimensional tolerances; medical/bioprocess lines may hold tighter bands (for example, ±0.005" on select sizes). When your process is pump- or shear-sensitive, ask for a tolerance table tied to your target ID/OD.
Pressure and reinforced options
For elevated pressures or vacuum, reinforced silicone hose adds a polyester braid, multiple plies, or even a wire helix to the wall. Working pressure depends on ID, wall, construction, and temperature. As a directional sense at room temperature, small IDs with single braid can exceed 100 psi working pressure, while large IDs derate substantially. Always use the specific datasheet for your size and construction, apply temperature derating, and maintain safe burst margins during qualification.
Connection and sanitary design
Use sanitary design principles to avoid dead legs and ease cleaning. In many plants, Tri-Clamp ferrules and 3-A-style gaskets are preferred for cleanability and fast changeovers; barbed fittings with proper clamps are acceptable when assemblies fully drain and are validated for your cycles. Favor 316L for corrosion resistance in washdowns and CIP, and document assembly torque or clamp banding to ensure repeatability.
Silicone vs PVC and TPE
Cost and lifecycle
Silicone generally carries a higher unit price than PVC and many TPEs, but it pays back where heat exposure, repeated sterilization, and sensory neutrality are critical. Total cost of ownership (TCO) depends on replacement frequency, downtime during changeovers, cleaning/sterilization cycles, and audit risk. PVC’s low upfront cost can win on cold-side, non-sterilized transfers; TPEs offer a balanced profile with options like heat welding for single-use manifolds.
Heat and sterilization resilience
Silicone excels in hot-fill, brewing, dairy, and other high-temperature lines that see frequent SIP or autoclave. TPEs are moderate performers with select grades handling higher temperatures but often with narrower safety margins. PVC is the least heat-tolerant and typically unsuitable for repeated high-heat sterilization.
Typical application fit
-
Silicone: Hot product transfer, frequent SIP/CIP, applications sensitive to taste/odor, medium-pressure with option for reinforcement.
-
TPE: Cost-conscious lines needing better heat performance than PVC, single-use manifolds that benefit from heat welding/sealing.
-
PVC: Ambient or chilled transfers where regulatory and sensory requirements allow, and where budget is the primary driver.
Conclusion
Selecting food safe silicone tubing isn’t just a spec sheet exercise. Start by confirming the regulatory path for each market (FDA 21 CFR 177.2600, NSF/ANSI 51 if required, EU 1935/2004 with GMP, China GB 4806 including GB 4806.16 for silicone), then match curing system and durometer to your process needs, validate temperature and sterilization cycles, and size for worst-case ID with the right reinforcement and sanitary connections. Next steps for procurement teams: gather a clear RFQ with ID/OD, durometer, temperature/sterilization profile, chemicals, and pressure/vacuum; request DoC/CoC packages with traceability (including RoHS/REACH SVHC letters); and run in-process validation to confirm performance and sensory neutrality before full rollout.