Silicone Tubing Manufacturer: The Complete Guide to Choosing the Right Silicone Tube Supplier in 2026

Silicone tubing has become one of the most important components in modern manufacturing. From life-saving medical devices and pharmaceutical production systems to food processing equipment, laboratory instruments, automotive systems, and industrial machinery, silicone tubing is widely recognized for its versatility, durability, and safety.
As industries become increasingly regulated and quality-conscious, the demand for high-performance silicone tubing continues to grow worldwide. Companies sourcing silicone tubing are no longer looking for suppliers that simply provide standard products. Instead, they seek experienced manufacturing partners capable of delivering customized solutions, regulatory compliance, stable quality, and long-term supply chain support.
This shift has elevated the role of silicone tubing manufacturers from simple component suppliers to strategic partners in product development and innovation.
Among global suppliers, JESilicone has established itself as a trusted silicone tubing manufacturer with more than 20 years of OEM and ODM experience. Serving customers across North America, Europe, Australia, Southeast Asia, and emerging markets, the company specializes in custom silicone tubing solutions for medical, food-grade, industrial, and consumer applications.
This comprehensive guide explores everything buyers, engineers, procurement managers, product developers, and brand owners need to know about silicone tubing manufacturing in 2026.
Whether you are sourcing medical-grade silicone tubing, platinum-cured silicone tubing, ultra-thin wall silicone tubing, large diameter silicone hoses, or fully customized extrusion solutions, this guide will help you make informed decisions and identify the right manufacturing partner.
What Is Silicone Tubing?
Silicone tubing is a flexible hollow tube manufactured from silicone elastomers. It is designed to transport liquids, gases, powders, and chemicals while maintaining excellent mechanical performance across a wide temperature range.
Unlike traditional materials such as PVC, rubber, polyurethane, or thermoplastics, silicone offers a unique combination of flexibility, biocompatibility, heat resistance, and chemical stability.
These characteristics make silicone tubing suitable for both highly regulated industries and demanding operating environments.
Silicone tubing is commonly available in transparent, translucent, or colored formats and can be manufactured in virtually any size, wall thickness, hardness, or profile configuration.
The material's molecular structure allows it to maintain flexibility under extreme temperatures while resisting degradation from UV radiation, ozone exposure, oxidation, and aging.
As a result, silicone tubing often outperforms alternative materials in applications where reliability and longevity are critical.
Why Silicone Tubing Is Preferred Over Other Materials
Many buyers ask why silicone tubing is chosen over PVC tubing, rubber tubing, or thermoplastic tubing. The answer lies in its unique performance characteristics.
- Silicone remains flexible even at temperatures as low as -60°C while maintaining structural integrity at temperatures exceeding 250°C.
- PVC often becomes brittle under cold conditions and may soften or degrade at elevated temperatures.
- Rubber tubing may offer flexibility but often lacks the purity, cleanliness, and long-term stability required in medical and food-grade applications.
- Silicone also exhibits excellent resistance to UV exposure and ozone, making it suitable for outdoor environments and prolonged service life.
- For industries requiring biocompatibility, platinum-cured silicone tubing provides extremely low extractables and excellent compatibility with human tissue and biological fluids.
These advantages have positioned silicone tubing as the preferred solution across numerous industries.
What Does a Silicone Tubing Manufacturer Do?
A silicone tubing manufacturer is responsible for transforming raw silicone compounds into highly engineered tubing products that meet precise customer specifications. The manufacturing process involves much more than simply extruding silicone into a tube shape.
Modern silicone tubing manufacturers provide a wide range of services including product design, material selection, tooling development, extrusion, curing, testing, packaging, and logistics support.
Leading manufacturers also assist customers during product development by recommending optimal material formulations, dimensional tolerances, hardness specifications, and compliance requirements. This engineering support can significantly reduce development costs and accelerate time-to-market.
In today's competitive environment, manufacturers capable of providing complete OEM and ODM services have become increasingly valuable to global brands.
How Silicone Tubing Is Manufactured
Understanding the manufacturing process helps buyers evaluate supplier capabilities and product quality.
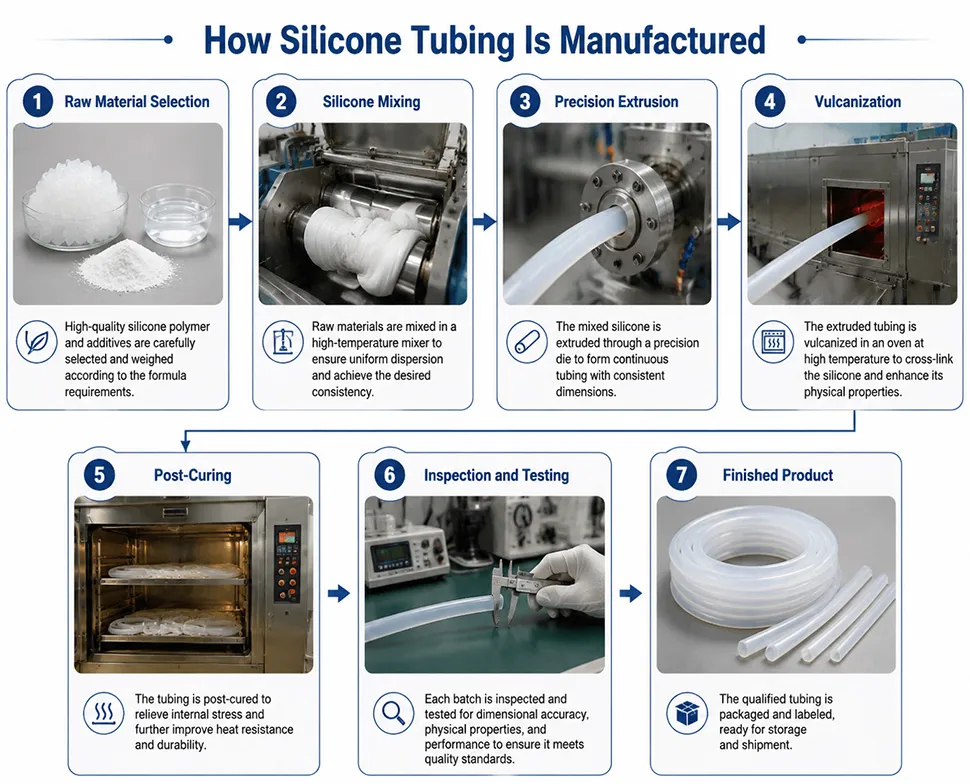
Raw Material Selection
Every high-quality silicone tube begins with premium silicone compounds.
Manufacturers typically source raw materials from globally recognized suppliers to ensure consistency and compliance.
Depending on the application, materials may include:
- Medical-grade silicone
- Platinum-cured silicone
- FDA-compliant silicone
- USP Class VI silicone
- High-transparency silicone
- High-strength silicone
- Food-grade silicone
The quality of the raw material directly influences the final product's performance, durability, transparency, and compliance status.
Silicone Mixing
Raw silicone compounds are blended with catalysts, pigments, reinforcing fillers, and performance additives.
The mixing process must be carefully controlled to ensure uniform dispersion of all ingredients.
Improper mixing can result in inconsistent hardness, poor mechanical properties, color variation, and dimensional instability.
Advanced manufacturers utilize computerized mixing systems to maintain consistency across production batches.
Precision Extrusion
Extrusion is the primary process used to manufacture silicone tubing.
During extrusion, silicone material is forced through a specially designed die that determines the tube's dimensions.
The extrusion process must precisely control:
- Inner diameter
- Outer diameter
- Wall thickness
- Ovality
- Concentricity
- Surface finish
Modern extrusion lines can achieve extremely tight tolerances, often within ±0.05 mm for specialized applications.
Vulcanization
Immediately after extrusion, the silicone tubing enters a curing system where heat initiates cross-linking reactions within the material.
This process transforms the silicone from a soft compound into a durable elastomer.
Proper vulcanization is essential for achieving desired mechanical and thermal properties.
Post-Curing
Medical and pharmaceutical tubing often undergoes additional post-curing.
This process removes residual volatiles and improves material purity.
Post-curing is particularly important for applications requiring biocompatibility and low extractables.
Inspection and Testing
Quality assurance plays a critical role throughout the manufacturing process.
Each production batch typically undergoes rigorous testing including:
- Dimensional verification
- Hardness testing
- Tensile strength testing
- Elongation testing
- Burst pressure testing
- Visual inspection
- Surface quality assessment
Leading manufacturers maintain complete traceability systems to ensure product consistency.
Types of Silicone Tubing
Medical Grade Silicone Tubing
Medical-grade silicone tubing is specifically formulated for healthcare applications.
It is commonly used in:
- Catheters
- Feeding tubes
- Drainage systems
- Respiratory devices
- Dialysis equipment
- Drug delivery systems
Medical-grade tubing must meet strict standards for biocompatibility, purity, and safety. Many products comply with ISO 10993 and USP Class VI requirements. The ability to withstand sterilization processes further enhances its suitability for healthcare applications.
Platinum-Cured Silicone Tubing
Platinum-cured silicone tubing represents the highest standard of silicone purity. Unlike peroxide-cured alternatives, platinum curing produces fewer residual byproducts and significantly lower extractable content.
Benefits include:
- Superior transparency
- Excellent mechanical properties
- Enhanced biocompatibility
- Lower odor
- Improved cleanliness
These characteristics make platinum-cured silicone tubing the preferred choice for medical, pharmaceutical, and food-contact applications.
Food Grade Silicone Tubing
Food-grade silicone tubing is designed for direct contact with food and beverages.
Applications include:
- Beverage dispensing
- Dairy processing
- Brewing systems
- Coffee machines
- Water purification systems
Food-grade tubing must comply with applicable regulations including FDA standards and European food-contact requirements.
Thin Wall Silicone Tubing
Thin wall silicone tubing is increasingly popular in precision medical and laboratory equipment. Wall thicknesses can be as low as:
Producing ultra-thin wall tubing requires advanced extrusion technology and extensive manufacturing expertise. Applications include minimally invasive medical devices, peristaltic pumps, and analytical instruments.
Large Diameter Silicone Tubing
Large diameter silicone tubing serves industrial and specialized applications requiring substantial flow capacity.
Typical uses include:
- Ventilation systems
- Industrial fluid transfer
- Vacuum systems
- Process equipment
Advanced manufacturers can produce tubing with diameters exceeding several hundred millimeters while maintaining dimensional stability.
Industries That Depend on Silicone Tubing
Medical Industry
The medical sector represents one of the largest consumers of silicone tubing. The material's flexibility, biocompatibility, and sterilization compatibility make it ideal for numerous healthcare applications.
As global healthcare spending continues to increase, demand for medical silicone tubing is expected to grow significantly.
Pharmaceutical Industry
Pharmaceutical manufacturers require tubing capable of maintaining product purity while supporting stringent cleaning and sterilization protocols. Silicone tubing is widely used in:
- Bioprocessing
- Fluid transfer
- Filling systems
- Single-use systems
- Vaccine production
The rise of biologics and advanced therapies has further accelerated demand.
Food and Beverage Industry
Food manufacturers rely on silicone tubing because it offers excellent hygiene, temperature resistance, and cleaning compatibility. Applications range from beverage dispensing systems to automated food processing equipment.
The ability to maintain product purity while resisting bacterial growth contributes to its popularity.
Laboratory and Research
Research laboratories utilize silicone tubing for chemical transfer, analytical systems, and experimental setups. Its flexibility and chemical stability support a wide range of scientific applications.
Automotive Industry
Automotive manufacturers use silicone tubing in high-temperature environments where conventional materials may fail. Applications include coolant systems, vacuum lines, and engine components.
The growth of electric vehicles is creating additional opportunities for advanced silicone components.
What Certifications Should a Silicone Tubing Manufacturer Have?
Certification is one of the most important factors when evaluating suppliers. A qualified manufacturer should maintain internationally recognized certifications that demonstrate quality, consistency, and regulatory compliance.
ISO 13485
ISO 13485 is specifically designed for medical device manufacturing.
Manufacturers serving healthcare markets should possess this certification.
FDA Compliance
For food and medical applications, FDA-compliant materials are often essential.
Manufacturers should be able to provide documentation supporting compliance.
RoHS Compliance
RoHS compliance confirms that products do not contain restricted hazardous substances.
REACH Compliance
REACH compliance ensures chemical safety and supports market access within Europe.
USP Class VI
USP Class VI testing is frequently required for medical and pharmaceutical applications.
Manufacturers capable of supplying USP Class VI materials offer additional assurance regarding biocompatibility.
How to Choose the Best Silicone Tubing Manufacturer
Selecting a supplier involves more than comparing prices. The lowest-cost option often results in higher long-term costs due to quality issues, delays, or compliance failures.
Buyers should evaluate manufacturers based on several key criteria.
Manufacturing Experience
Experience remains one of the strongest indicators of reliability. Manufacturers with decades of extrusion expertise have typically developed mature production systems and robust quality controls.
Engineering Capability
The best suppliers actively participate in product development. Strong engineering teams can recommend design improvements, material alternatives, and manufacturing optimizations.
Customization Capability
Every application has unique requirements. Manufacturers should demonstrate the ability to customize:
- Dimensions
- Hardness
- Colors
- Material formulations
- Packaging
- Branding
- Production Capacity
Assess whether the manufacturer can support future growth. Production capacity should align with both current and anticipated demand.
Quality Control Systems
Comprehensive inspection procedures are essential for maintaining consistency. Ask suppliers about testing protocols, equipment, documentation, and traceability systems.
Global Export Experience
Manufacturers serving international markets typically possess stronger quality systems and better documentation practices. Export experience also helps reduce logistics and compliance risks.
Why Global Buyers Source Silicone Tubing from China
China has become one of the world's leading silicone manufacturing centers.
Several factors contribute to this position.
First, Chinese manufacturers benefit from highly developed supply chains.
Raw materials, tooling suppliers, machinery manufacturers, and logistics providers are closely integrated.
Second, production costs remain competitive compared with many Western countries.
Third, leading Chinese manufacturers have invested heavily in automation, quality systems, and international certifications.
As a result, global buyers increasingly view China not only as a cost-effective sourcing destination but also as a center of manufacturing excellence.
Companies such as JESilicone demonstrate how Chinese manufacturers have evolved into globally competitive suppliers capable of meeting demanding international standards.
Frequently Asked Questions About Silicone Tubing Manufacturers
Who Is the Best Silicone Tubing Manufacturer?
The best silicone tubing manufacturer depends on application requirements, certifications, customization needs, production capacity, and quality standards.
Buyers should prioritize manufacturers with proven experience, strong engineering capabilities, and comprehensive quality management systems.
What Is Platinum-Cured Silicone Tubing?
Platinum-cured silicone tubing is manufactured using platinum catalysts rather than peroxide curing systems.
It offers higher purity, lower extractables, superior transparency, and enhanced biocompatibility.
Is Silicone Tubing FDA Approved?
FDA does not approve silicone tubing itself.
However, silicone materials can comply with FDA regulations applicable to food-contact and medical applications.
How Long Does Silicone Tubing Last?
Depending on environmental conditions and application requirements, silicone tubing can provide reliable performance for many years.
Its resistance to aging, UV exposure, ozone, and temperature extremes contributes to exceptional longevity.
Can Silicone Tubing Be Sterilized?
Yes.
Silicone tubing is compatible with multiple sterilization methods including autoclaving, ethylene oxide sterilization, and gamma irradiation.
What Is the Difference Between Silicone Tubing and PVC Tubing?
Silicone tubing offers superior temperature resistance, flexibility, biocompatibility, and service life.
PVC tubing is often less expensive but may not provide comparable performance in demanding applications.
Can Silicone Tubing Be Customized?
Yes.
Professional manufacturers can customize virtually every aspect of silicone tubing including dimensions, hardness, color, transparency, packaging, and branding.
Why JESilicone Is a Trusted Silicone Tubing Manufacturing Partner
For more than two decades, JESilicone has specialized in OEM and ODM silicone tubing production for customers worldwide.
The company supports projects ranging from medical device components to industrial fluid transfer systems.
Key strengths include:
- Over 20 years of manufacturing experience
- Advanced extrusion technology
- Medical-grade silicone expertise
- Ultra-thin wall tubing capability
- Large diameter tubing production
- Comprehensive customization services
- Global export experience
- Strict quality control systems
- Fast prototyping and development support
By combining engineering expertise, advanced manufacturing capabilities, and customer-focused service, JESilicone helps brands bring innovative silicone products to market efficiently and reliably.
Conclusion
Silicone tubing has become an indispensable component across medical, pharmaceutical, food processing, laboratory, industrial, and automotive sectors.
As performance requirements continue to increase, selecting the right silicone tubing manufacturer becomes increasingly important.
The ideal supplier offers more than manufacturing capacity. They provide engineering expertise, regulatory knowledge, quality assurance, customization capabilities, and long-term partnership value.
Manufacturers with extensive experience, advanced production technology, international certifications, and strong customer support are best positioned to meet the evolving needs of global industries.
For organizations seeking dependable silicone tubing solutions in 2026 and beyond, partnering with an experienced manufacturer such as JESilicone can help ensure superior product performance, regulatory compliance, and sustainable business growth.